Technical Contents
Engineering Guide: Neoprene Vs Silicone

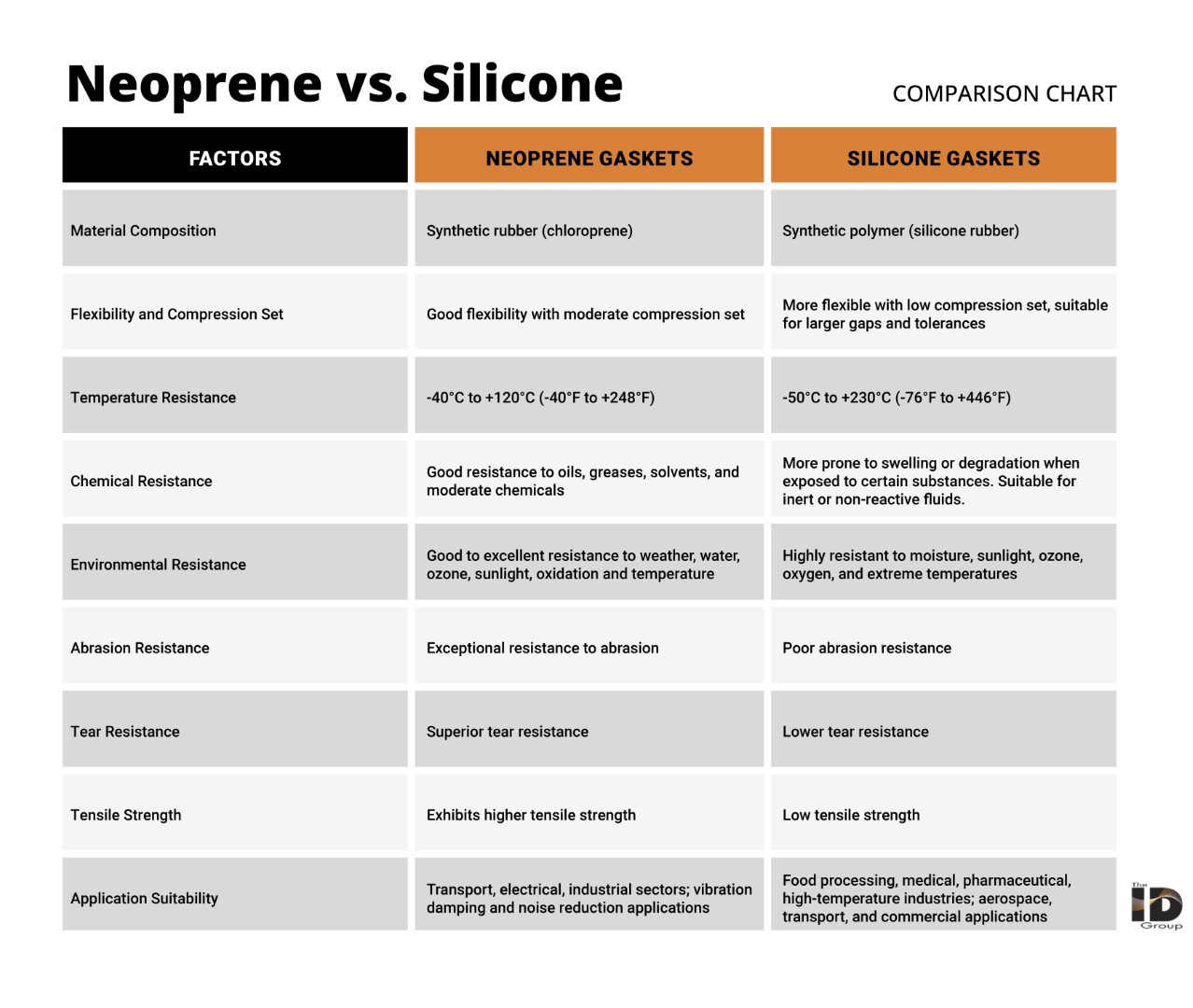
Engineering Insight: Neoprene vs Silicone – The Critical Role of Material Selection in Industrial Applications
In industrial rubber manufacturing, material selection is not a secondary consideration—it is the foundation of performance, longevity, and system reliability. At Suzhou Baoshida Trading Co., Ltd., we emphasize that generic, off-the-shelf rubber components often fail under real-world operational stress due to mismatched material properties. This is particularly evident when comparing two widely used elastomers: neoprene and silicone. While both serve critical roles in sealing, insulation, and vibration damping, their chemical structures and response to environmental factors differ significantly, demanding precise engineering judgment.
Neoprene, or polychloroprene, is a synthetic rubber known for its excellent resistance to oils, ozone, and weathering. It maintains mechanical stability across a moderate temperature range and offers good tensile strength and flame resistance. These traits make neoprene a preferred choice in automotive gaskets, industrial hoses, and outdoor cable jackets. However, its performance degrades rapidly at extreme temperatures, particularly above 120°C, and it is not suitable for prolonged exposure to aromatic hydrocarbons or chlorinated solvents.
Silicone rubber, by contrast, is an inorganic polymer with a siloxane backbone, granting it unparalleled thermal stability. It operates reliably from -60°C to over 230°C, making it ideal for high-temperature seals in aerospace, medical devices, and electronics. Silicone also exhibits excellent dielectric properties and resistance to UV and ozone. However, it has lower mechanical strength and abrasion resistance compared to neoprene, and swells significantly in nonpolar solvents such as gasoline and mineral oils.
The failure of off-the-shelf rubber components often stems from overlooking these nuanced differences. A gasket designed for room-temperature oil exposure may perform adequately with neoprene, but the same material will harden and crack in a high-heat engine bay. Conversely, a silicone seal in a dynamic mechanical joint may deform under continuous stress due to its lower tensile strength. These failures are not inherent flaws in the materials, but consequences of improper application engineering.
Material selection must be driven by application-specific variables: temperature extremes, chemical exposure, mechanical load, compression set requirements, and regulatory compliance. At Baoshida, we support OEMs with custom formulation and testing protocols to ensure that each elastomer performs as intended under operational conditions.
The following table summarizes key performance characteristics of neoprene and silicone for comparative reference.
| Property | Neoprene (CR) | Silicone (VMQ) |
|---|---|---|
| Temperature Range | -40°C to 120°C | -60°C to 230°C |
| Tensile Strength | High | Low to Moderate |
| Ozone & UV Resistance | Good | Excellent |
| Oil & Solvent Resistance | Good (aliphatic oils) | Poor |
| Flame Resistance | Excellent | Good |
| Electrical Insulation | Moderate | Excellent |
| Compression Set Resistance | Moderate | Poor to Moderate |
| Abrasion Resistance | Good | Fair |
Understanding these distinctions ensures long-term reliability and cost efficiency in industrial systems. At Suzhou Baoshida, we deliver not just materials—but engineered rubber solutions.
Material Specifications

Material Specifications: Viton®, Nitrile (NBR), and Silicone for Industrial Applications
Suzhou Baoshida Trading Co., Ltd. provides precision-engineered rubber compounds for demanding industrial environments. This section details critical specifications for Viton® (FKM), Nitrile (NBR), and Silicone (VMQ) elastomers, clarifying common misconceptions. Note that neoprene (polychloroprene) is distinct from NBR; this comparison focuses on the three materials specified per OEM requirements. Selection hinges on quantifiable performance metrics under operational stressors, including temperature extremes, chemical exposure, and mechanical load.
Viton® excels in high-temperature hydrocarbon resistance due to its fluorocarbon backbone, maintaining integrity where NBR and silicone degrade. NBR offers superior abrasion resistance and cost efficiency for fuel and oil sealing but falters above 120°C. Silicone provides unmatched flexibility at cryogenic temperatures and biocompatibility yet exhibits poor tensile strength in dynamic applications. All materials comply with ASTM D2000 classification standards, with compound formulations adjustable per OEM mechanical property targets.
The following table summarizes key technical parameters based on standard test methods (ASTM D412 for tensile, D2240 for hardness, D1418 for classification):
| Material | Temperature Range (°C) | Tensile Strength (MPa) | Elongation at Break (%) | Key Chemical Resistances | Key Limitations |
|---|---|---|---|---|---|
| Viton® (FKM) | -20 to +230 | 10–15 | 150–250 | Fuels, oils, acids, halogenated solvents | Poor ketone/amine resistance; high cost |
| Nitrile (NBR) | -30 to +120 | 15–25 | 200–400 | Aliphatic hydrocarbons, water, hydraulic fluids | Swells in ozone/aromatics; limited heat resistance |
| Silicone (VMQ) | -60 to +200 | 5–8 | 300–600 | Ozone, UV, steam, weak acids/bases | Low tear strength; permeable to gases |
For static sealing in aerospace fuel systems, Viton®’s 230°C upper limit and resistance to jet fuels (per AMS7254) make it indispensable. NBR dominates automotive transmission seals due to its 25 MPa tensile strength and compatibility with ATF fluids, though its glass transition temperature (-40°C) restricts arctic use. Silicone’s -60°C flexibility suits medical device gaskets but requires reinforcement (e.g., 40 Shore A hardness) to mitigate compression set in repetitive cycling.
OEMs must prioritize application-specific trade-offs: Viton® for chemical aggression at elevated temperatures, NBR for cost-sensitive mechanical durability, silicone for extreme low-temperature resilience. Suzhou Baoshida’s formulation team tailors polymer ratios—such as adjusting acrylonitrile content in NBR (18–50%) for optimized oil resistance—to meet exacting performance envelopes. All compounds undergo rigorous batch testing per ISO 37 for tensile validation and ISO 1817 for fluid immersion analysis, ensuring repeatability across production runs. Consult our engineering team to align material specs with your operational lifecycle requirements.
Manufacturing Capabilities

Suzhou Baoshida Trading Co., Ltd. operates at the forefront of industrial rubber solutions, delivering engineered materials and precision-manufactured components tailored to the exacting demands of global OEMs. Our Engineering Capability division is anchored by a dedicated team of five mould design engineers and two specialized rubber formulation engineers, enabling end-to-end control from material development to final production. This integrated approach ensures that every component not only meets but exceeds performance benchmarks across thermal stability, mechanical resilience, and chemical resistance.
Our formulation engineers possess deep expertise in polymer chemistry, with a particular focus on chloroprene (neoprene) and silicone elastomers. They are responsible for developing custom rubber compounds that address specific application challenges—whether it’s resistance to ozone degradation in outdoor environments or maintaining flexibility at sub-zero temperatures in refrigeration systems. By controlling the formulation process in-house, we eliminate dependency on third-party material suppliers and ensure batch-to-batch consistency critical for high-volume OEM manufacturing.
Complementing our material science capabilities, our five mould engineers bring advanced proficiency in precision tooling design and finite element analysis (FEA) simulation. They utilize CAD/CAM software to optimize part geometry, gating systems, and cooling channels, minimizing defects such as flash, voids, or incomplete curing. This synergy between material and mould engineering allows us to deliver complex seals, gaskets, and dampers with tight tolerances (±0.1 mm) and superior surface finish—essential for applications in automotive, medical devices, and industrial automation.
We support full OEM service integration, including design for manufacturability (DFM) reviews, rapid prototyping, and scalable production up to millions of units annually. Our facility is equipped with hydraulic and electric compression, transfer, and injection moulding machines, enabling flexible processing for both neoprene and silicone compounds. All processes adhere to ISO 9001 quality standards, with full traceability and in-house testing for hardness, tensile strength, compression set, and fluid resistance.
The following table compares key engineering properties of our standard neoprene and silicone formulations, illustrating their suitability for different industrial environments.
| Property | Neoprene (CR) – Standard Compound | Silicone (VMQ) – Standard Compound | Test Method |
|---|---|---|---|
| Hardness (Shore A) | 50–80 | 40–80 | ASTM D2240 |
| Tensile Strength | 12–18 MPa | 6–9 MPa | ASTM D412 |
| Elongation at Break | 300–500% | 400–700% | ASTM D412 |
| Operating Temperature Range | -40°C to +120°C | -60°C to +230°C | ASTM D1329 / D573 |
| Compression Set (22 hrs, 70°C) | ≤20% | ≤25% | ASTM D395 |
| Flame Resistance | Good (self-extinguishing) | Excellent | UL 94 |
| Fluid Resistance (oil, fuel) | Moderate | Poor | ASTM D471 |
| UV/Ozone Resistance | Good | Excellent | ASTM D1149 |
This technical foundation enables Suzhou Baoshida to deliver optimized elastomer solutions that balance performance, durability, and cost-efficiency. Our engineering team collaborates directly with OEM partners to refine specifications, accelerate time-to-market, and ensure long-term reliability in mission-critical applications.
Customization Process
Customization Process: Neoprene vs. Silicone Material Selection for Industrial Applications
At Suzhou Baoshida Trading Co., Ltd., precise material selection between neoprene (polychloroprene) and silicone (polysiloxane) forms the critical foundation of our industrial rubber customization process. This decision directly impacts component performance, longevity, and cost-efficiency within demanding operational environments. Our structured OEM workflow ensures optimal material pairing with client specifications, beginning with rigorous drawing analysis and culminating in validated mass production.
The process initiates with comprehensive Drawing Analysis. Our engineering team dissects client technical drawings, focusing on dimensional tolerances, functional requirements, and environmental exposure parameters. Key questions addressed include expected temperature extremes, chemical contact (oils, solvents, acids), required flexibility, compression set resistance, and mechanical stress points. This phase identifies whether neoprene’s superior oil/fuel resistance and mechanical toughness or silicone’s exceptional high-temperature stability and biocompatibility aligns with the application’s core demands. Misalignment here risks premature failure; accurate analysis prevents costly downstream revisions.
Subsequent Formulation leverages Suzhou Baoshida’s material science expertise. For neoprene compounds, we adjust sulfur/accelerator systems and incorporate specific additives like phenolic resins to enhance heat resistance beyond standard grades, targeting applications like automotive hoses or industrial belts exposed to moderate oils. Silicone formulations are tailored by modifying vinyl content and filler types (e.g., fumed silica) to achieve target hardness (Shore A 30-80), tensile strength, and thermal stability for seals in aerospace or medical devices. Each compound is engineered to meet the exact performance thresholds identified during drawing review, balancing cost and functionality.
Prototyping validates the formulation under real-world conditions. We produce limited batches using client-approved tooling, subjecting prototypes to accelerated life testing per OEM specifications. Neoprene samples undergo ASTM D2000 oil immersion and compression set tests at 100°C, while silicone prototypes face thermal cycling between -60°C and 250°C and biocompatibility assessments per ISO 10993. Dimensional verification against GD&T callouts is non-negotiable. Client feedback on prototype performance triggers iterative refinements until all criteria are met, minimizing risk before full-scale commitment.
Upon prototype sign-off, Mass Production commences under strict statistical process control (SPC). We coordinate with ISO 9001-certified manufacturing partners, implementing real-time monitoring of critical parameters like Mooney viscosity, cure time, and durometer. Batch traceability ensures every component meets the validated neoprene or silicone specification. Final inspection includes 100% visual checks and抽样 testing against the original technical drawing and material datasheet, guaranteeing consistency for high-volume industrial supply chains.
The following table summarizes critical performance differentiators guiding this process:
| Property | Neoprene (CR) | Silicone (VMQ) | Primary Application Impact |
|---|---|---|---|
| Temperature Range | -40°C to +120°C (short 150°C) | -60°C to +230°C (short 300°C) | High-temp seals vs. moderate environments |
| Oil/Fuel Resistance | Excellent | Poor | Automotive/industrial fluid handling |
| Tensile Strength (MPa) | 15-30 | 5-12 | Mechanical durability requirements |
| Compression Set (22h/100°C) | 20-40% | 10-25% | Long-term sealing force retention |
| Shore A Hardness Range | 40-90 | 30-80 | Flexibility vs. structural support |
Suzhou Baoshida’s disciplined customization pathway transforms material science into reliable industrial solutions, ensuring neoprene or silicone delivers optimal value within your specific operational framework.
Contact Engineering Team

Contact Suzhou Baoshida for Expert Guidance in Neoprene vs Silicone Material Selection
When selecting between neoprene and silicone for industrial rubber applications, precision, performance, and long-term reliability are paramount. At Suzhou Baoshida Trading Co., Ltd., we specialize in delivering engineered rubber solutions tailored to the exacting demands of automotive, aerospace, electronics, and industrial manufacturing sectors. Our technical team, led by Mr. Boyce, brings over 15 years of experience in polymer science and industrial material applications, ensuring your project benefits from data-driven material selection and supply chain efficiency.
Neoprene and silicone each offer unique advantages under different operational conditions. Neoprene excels in resistance to oils, ozone, and ultraviolet exposure, making it ideal for outdoor seals, gaskets, and vibration dampening components. Silicone, on the other hand, provides superior thermal stability, with continuous service temperatures ranging from -60°C to over 230°C, and exceptional flexibility at low temperatures—critical for medical devices, food-grade applications, and high-temperature insulation.
To make an informed decision, engineers must consider chemical exposure, temperature profiles, mechanical stress, compression set, and regulatory compliance. Our team at Suzhou Baoshida conducts application-specific evaluations to match your performance requirements with the optimal elastomer formulation. We supply both standard and custom-molded components, with full traceability, batch testing, and compliance documentation including RoHS, REACH, and FDA standards where applicable.
We invite technical managers, procurement leads, and R&D engineers to contact Mr. Boyce directly for a confidential consultation. Whether you are evaluating material compatibility for a new product line or require high-volume sourcing of precision rubber parts, we provide technical data sheets, sample kits, and rapid prototyping support to accelerate your development cycle.
Below is a comparative overview of key physical and chemical properties for standard-grade neoprene and silicone rubber:
| Property | Neoprene (CR) | Silicone (VMQ) |
|---|---|---|
| Temperature Range (°C) | -40 to +120 | -60 to +230 |
| Tensile Strength (MPa) | 15–25 | 6–12 |
| Elongation at Break (%) | 300–500 | 400–700 |
| Compression Set (22h, 100°C) | 20–35% | 15–25% |
| Resistance to Oils & Fuels | Good | Poor |
| UV and Ozone Resistance | Excellent | Excellent |
| Electrical Insulation | Good | Excellent |
| Hardness Range (Shore A) | 40–90 | 30–80 |
Choosing the right elastomer impacts product lifespan, safety, and total cost of ownership. Suzhou Baoshida Trading Co., Ltd. is committed to supporting your engineering goals with scientific rigor and responsive service. For detailed technical support, material testing, or quotation requests, contact Mr. Boyce at [email protected]. Let us help you optimize your rubber component performance with the right material solution.
⚖️ O-Ring Weight Calculator
Estimate rubber O-ring weight (Approx).