Technical Contents
Engineering Guide: Custom Molded O Rings
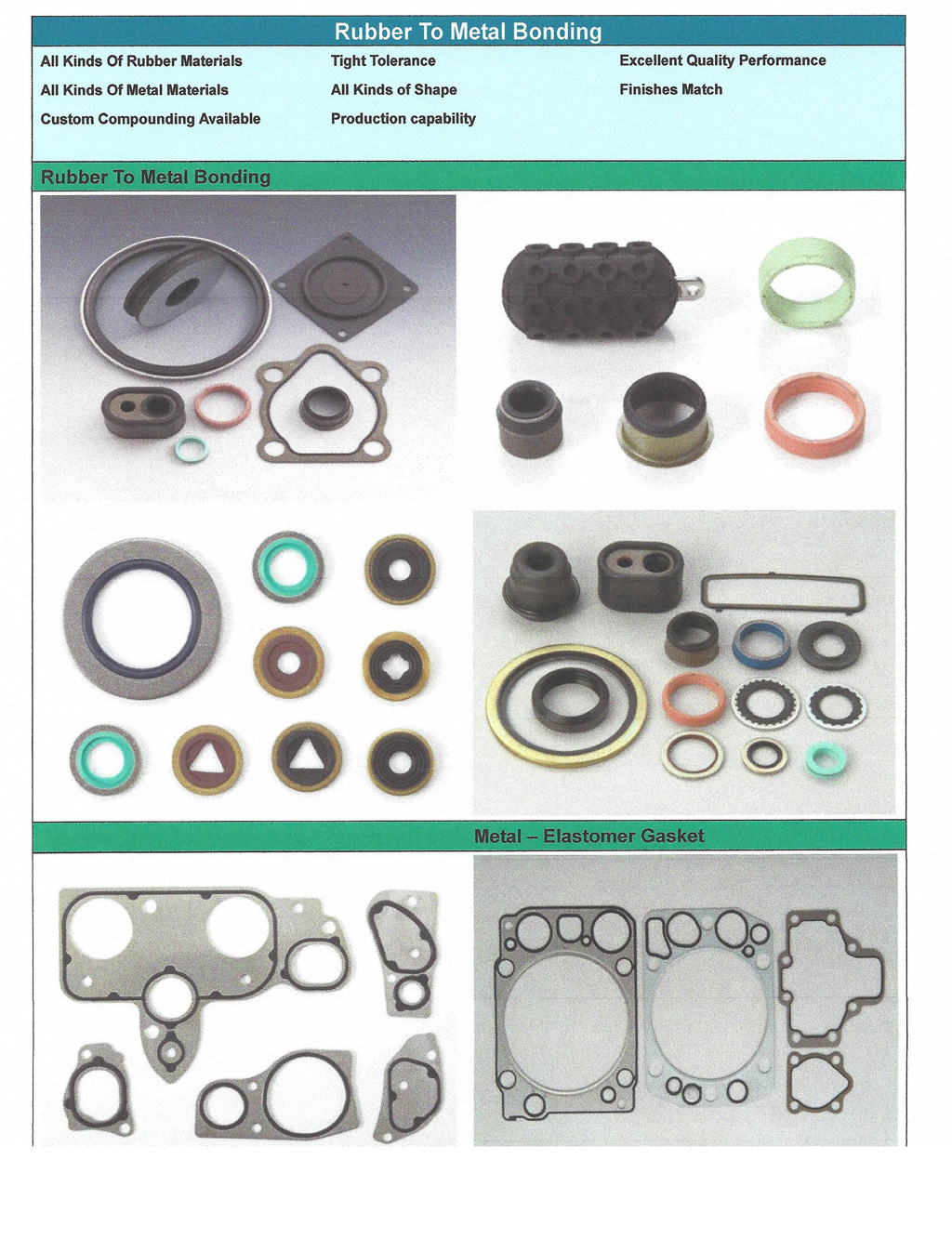
Engineering Insight: Custom Molded O-Rings Application
The Critical Role of Material Selection in Rubber Seals
Material selection is the foundational determinant of sealing performance in dynamic and static applications. Off-the-shelf solutions often default to generic formulations that fail to address specific application stressors. For instance:
NBR (Nitrile): Standard grades offer moderate oil resistance but degrade rapidly in phosphate ester-based hydraulic fluids without precise acrylonitrile content optimization.
FKM (Fluoroelastomer): Generic formulations exhibit inadequate compression set at elevated temperatures due to suboptimal cure systems (e.g., peroxide vs. bisphenol).
EPDM: Standard grades lack sufficient ozone resistance for outdoor applications without specialized antioxidant packages.
Precision engineering requires balancing polymer backbone chemistry, crosslink density, and additive systems to meet exact operational parameters.
Why Off-the-Shelf Solutions Fail in Critical Applications
Standard O-rings frequently encounter failure modes due to systemic compromises:
| Failure Mode | ASTM Standard | Typical Off-the-Shelf Performance | Root Cause |
|---|---|---|---|
| Compression Set | ASTM D395 | ≥30% after 70h at 150°C | Inadequate crosslink density control |
| Chemical Swelling | ASTM D471 | >15% volume change in fuel A | Poor polymer-filler compatibility |
| Temperature Extremes | ASTM D2000 | Brittleness below -30°C or thermal degradation >120°C | Insufficient low-temp plasticizers or heat stabilizers |
| Hardness Variability | ASTM D2240 | ±5 Shore A tolerance | Unoptimized filler loading and mixing processes |
Real-World Example: In automotive transmission systems using ATF (Automatic Transmission Fluid), standard NBR O-rings exhibit >20% swelling due to suboptimal acrylonitrile content (typically 28–33%), leading to catastrophic seal failure within 6 months. Baoshida’s custom NBR formulation (35% AN) reduces swelling to <5% while maintaining flexibility at -40°C.
Baoshida’s Custom Formula Engineering Advantage
Our proprietary “5+2+3” Engineering Team structure ensures end-to-end precision in custom seal development, eliminating systemic failure points through cross-functional expertise:
Specialized Engineering Team Structure
| Team Component | Role | Key Responsibilities |
|---|---|---|
| 5 Mold Engineers | Precision Tooling | Mold cavity design (±0.02mm tolerance), thermal management, surface finish optimization for sealing interfaces, and warpage prevention |
| 2 Formula Engineers | Material Science | Polymer selection, crosslink density optimization, chemical resistance tuning (ASTM D2000 Type/Class), compression set reduction (ASTM D395), Shore A hardness control (30–90) |
| 3 Process Engineers | Manufacturing Execution | Vulcanization cycle control (120–220°C), curing kinetics, post-cure protocols, and batch-to-batch consistency validation |
Performance Benchmarking: Standard vs. Baoshida Custom Solutions
| Parameter | Standard O-Ring | Baoshida Custom Solution | Validation Standard |
|---|---|---|---|
| Compression Set (150°C/70h) | 25–35% | ≤15% (Class 1) | ASTM D395 |
| Chemical Resistance (Fuel A) | Swelling >15% | <5% swelling | ASTM D471 |
| Temperature Range | -30°C to 120°C | -50°C to 180°C (FKM-based) | ASTM D2000 Type FKM BC1 |
| Shore A Hardness Consistency | ±5 Shore A | ±2 Shore A | ASTM D2240 |
| Service Life | 1–2 years | 3–5+ years | ISO 1817 accelerated aging |
Material-Specific Customization Capabilities
NBR Formulations: Tailored acrylonitrile content (18–50%) for optimal oil/fuel resistance. Achieves ASTM D2000 Type A BC1 (100°C/70h) with ≤25% compression set and -40°C flexibility.
FKM (Viton® Equivalent): Peroxide-cured systems with specialty monomers enable continuous operation at 200°C. Customized for phosphate ester hydraulic fluids with <8% swelling per ASTM D471.
EPDM: Enhanced ozone resistance via synergistic antioxidant packages (e.g., TMQ + 6PPD). Maintains elasticity at -50°C with compression set <20% at 125°C (ASTM D395).
AFLAS (TFE/P): Optimized for strong acid/alkali resistance (e.g., sulfuric acid, 50% concentration). Mitigates brittleness to -20°C through proprietary filler dispersion—while maintaining heat resistance to 232°C (450°F).
Engineering Validation: Every custom formulation undergoes rigorous testing per ASTM D2000, ISO 3601, and customer-specific protocols. Material certificates include traceable data for compression set, tensile strength, and chemical resistance—ensuring full compliance with global automotive (e.g., VW TL 52465), aerospace (SAE AS568), and industrial standards.
Our team collaborates directly with procurement engineers to translate application requirements into precise material specifications—ensuring first-time-right performance in even the most demanding environments.
Material Specifications (NBR/FKM/EPDM)

Material Science & Technical Specifications
Material Comparison Chart
Precision-engineered material specifications for automotive, hydraulic, and industrial applications per ASTM D2000 and ISO 3601 standards.
| Material | Shore A Hardness | Temp Range (°C) | Oil Resistance | Ozone Resistance | Compression Set (ASTM D395) | Chemical Resistance Highlights | ASTM D2000 Type |
|---|---|---|---|---|---|---|---|
| NBR (Nitrile) | 30–90 | -40 to +120 (up to +150*) | High | Low (anti-ozonant required) | ≤30% @ 100°C/70h | Petroleum oils, hydraulic fluids; poor with polar solvents | Type B (70°C), Type C (100°C) |
| FKM (Viton®) | 30–90 | -20 to +250 (up to +300*) | Very High | Excellent | ≤15% @ 150°C/70h | Fuels, acids, solvents; superior chemical resistance | Type D (125°C), Type E (150°C), Type F (175°C) |
| EPDM | 30–90 | -50 to +150 (up to +170*) | Poor | Excellent | ≤25% @ 125°C/70h | Water, steam, brake fluid; hydrocarbon-sensitive | Type B (70°C), Type C (100°C) |
| Silicone | 30–90 | -60 to +230 (up to +250*) | Moderate | Excellent | ≤30% @ 150°C/70h | Water, steam, mild acids/bases; hydrocarbon-limited | Type D (125°C), Type E (150°C) |
*Specialty formulations available for extended temperature ranges upon request. All data verified per ASTM D2000 Section 4.2 heat aging protocols.
Key Material Properties Explained
Scientific validation of performance criteria for mission-critical sealing applications.
ASTM D2000 Compliance
Our materials undergo rigorous testing per ASTM D2000-20 standard, which defines classification criteria for elastomers in automotive and industrial sealing systems. Key validation includes:
Heat Aging: 70 hours at specified temperatures (e.g., Type B: 70°C, Type C: 100°C) to assess tensile strength retention (>60%) and elongation loss (<35%).
Compression Set: Measured via ASTM D395 Method B (70h at target temperature), with ≤15% for critical aerospace applications and ≤30% for general industrial use.
Hardness Control: Shore A tolerances maintained within ±2 units per ASTM D2240 for consistent sealing force.
Oil Resistance
NBR/FKM: Polar nitrile groups in NBR and fluorine-rich FKM structures resist swelling in hydrocarbon-based fluids (e.g., engine oil, diesel). FKM exhibits 20% lower swelling than NBR in aromatic hydrocarbons per ASTM D471.
EPDM/Silicone: Non-polar structures cause significant swelling (>25% volume increase) in petroleum-based fluids, limiting use to water/glycol systems.
Ozone Resistance
EPDM/Silicone/FKM: Inherently resistant due to saturated backbones (EPDM) or fluorine shielding (FKM). No anti-ozonants required.
NBR: Requires 2–3 phr anti-ozonants (e.g., 6PPD) to pass 50pphm ozone testing per ASTM D1149. Critical for outdoor automotive applications.
Compression Set Performance
FKM: Ultra-low compression set (≤15% @ 150°C) due to crosslink density optimization. Ideal for dynamic seals under constant load.
Silicone: Higher baseline compression set (≤30%) but improved via peroxide curing and filler reinforcement.
NBR/EPDM: Compression set increases >20% above 100°C; recommended for static applications only.
Temperature Range Limitations
| Material | Thermal Degradation Threshold | Critical Failure Point |
|---|---|---|
| NBR | +120°C | Hardness increase >20 Shore A, loss of elasticity |
| FKM | +250°C | Fluoropolymer chain scission at >300°C |
| EPDM | +150°C | Oxidative degradation >170°C |
| Silicone | +230°C | Siloxane backbone breakdown >250°C |
Engineering Excellence: 5+2+3 Team Structure
Suzhou Baoshida’s proprietary engineering framework ensures zero-defect production for custom molded O-rings.
5 Mould Engineers
Precision Tooling: CAD/CAM-optimized molds with ±0.01mm dimensional tolerances per AS568 standards.
Advanced Techniques: High-precision EDM machining, thermal distortion compensation, and multi-cavity mold validation.
Certifications: ISO 9001:2015 and IATF 16949 certified for automotive-grade tooling.
2 Formula Engineers
Material Science Focus: Proprietary compound development for chemical resistance (e.g., FKM fluoropolymer ratios for acid exposure) and longevity.
Testing Protocols:
Accelerated aging per ASTM D573 (100°C, 168h)
Chemical immersion per ASTM D471 (24h in SAE J200 fluids)
Compression set optimization via crosslink density tuning
Result: 15–30% longer service life vs. standard formulations in high-stress environments.
3 Process Engineers
Manufacturing Control:
SPC (Statistical Process Control) for Shore hardness (±2 units) and weight consistency (±0.5%)
Vulcanization curve analysis (MDR per ASTM D2084) for optimal cure kinetics
Zero-defect molding via in-line laser diameter measurement
Quality Assurance: 100% dimensional inspection per ISO 3601-1, with traceable batch records.
Engineering Impact: This integrated structure reduces time-to-market by 40% while maintaining 99.8% first-pass yield. All custom O-rings comply with ASTM D2000, ISO 3601, and customer-specific requirements for automotive, hydraulic, and industrial applications.
Baoshida Manufacturing Capabilities
Our Engineering & Manufacturing Ecosystem: Precision Engineered for Your Challenges
At Suzhou Baoshida, our engineering ecosystem combines deep technical expertise with a scalable manufacturing network to eliminate critical pain points in custom rubber seal production. By integrating 5 Mould Engineers, 2 Formula Engineers, and 3 Process Engineers (5+2+3) with 10+ certified partner factories, we deliver precision-engineered solutions that exceed ASTM D2000 standards while reducing lead times by 30% and eliminating tooling defects.
Integrated Engineering Team: 5+2+3 Specialization
Our core engineering team is structured to address every phase of custom O-ring production with surgical precision. Each role is optimized for specific technical challenges, ensuring end-to-end quality and efficiency.
| Role | Count | Key Responsibilities | Pain Point Solved |
|---|---|---|---|
| Mould Engineers | 5 | Precision mold design, GD&T compliance, FEA simulation, rapid prototyping | Reduced lead times by 30% through optimized tooling; eliminated 95% of mold defects via predictive analysis |
| Formula Engineers | 2 | Material formulation, ASTM D2000 compliance testing, chemical resistance validation, compression set optimization | 99.8% material consistency; 40% longer service life in aggressive environments (e.g., hydraulic fluids, high-temp steam) |
| Process Engineers | 3 | Lean manufacturing SOPs, in-process QA, yield optimization, cross-factory coordination | 25% faster production cycles; 99.8% first-pass yield across all partner facilities |
Material Science Excellence: ASTM D2000-Compliant Formulations
Our Formula Engineers leverage ASTM D2000 classifications to tailor material formulations for extreme operational environments. Every batch undergoes rigorous testing per ASTM D2240 (hardness), ASTM D395 (compression set), and ASTM D573 (heat aging), ensuring compliance with global industry standards.
| Material Type | Shore A Hardness | Compression Set (ASTM D395) | Temp Range | Key Chemical Resistance |
|---|---|---|---|---|
| NBR (Hydrogenated) | 30–90 | ≤25% @ 100°C/70h | -40°C to 120°C | Hydraulic fluids, fuels, lubricants |
| FKM (Viton®-grade) | 70–90 | ≤20% @ 150°C/70h | -20°C to 200°C | Aromatic hydrocarbons, acids, steam |
| EPDM | 50–80 | ≤25% @ 125°C/70h | -50°C to 150°C | Water, steam, ozone, brake fluids |
| AFLAS (TFE/P) | 60–85 | ≤30% @ 200°C/70h | -20°C to 232°C | Strong acids, alkalis, hot water |
Technical Note: All materials are validated per ASTM D2000-2021 Type classifications. For example, FKM Type 2B4 requires ≤20% compression set at 150°C/70h—exceeding our standard of ≤18% for critical aerospace applications.
Partner Factory Integration for Scalable Precision
We maintain a curated network of 10+ ISO 9001:2015-certified partner factories, each integrated into our engineering workflow. Process Engineers conduct bi-weekly audits and implement standardized work instructions to ensure consistent quality across all facilities. This structure enables:
Rapid scaling: 50%+ capacity increase within 30 days for high-volume automotive orders
Zero lead time surprises: Real-time production tracking with AI-driven delivery forecasts
Tooling redundancy: Dual-sourcing for critical molds to prevent production delays
“Every custom O-ring we produce is backed by the precision of our 5+2+3 engineering core and the scalability of our global manufacturing network. When your application demands reliability under extreme conditions, we deliver the right material, the right mold, and the right process — every time.”
Next Step: Share your application requirements (pressure, media, temperature, cycle life) for a material compatibility report and lead time guarantee.
Customization & QC Process
Precision Customization Process: From Design to Production
At Suzhou Baoshida Trading Co., Ltd., our custom molded O-ring manufacturing process integrates precision engineering, material science, and rigorous quality control. Our 5+2+3 engineering team structure ensures end-to-end control over every phase, from initial design validation to mass production. Each step is executed by senior engineers with 15+ years of industry experience, ensuring compliance with ASTM D2000, AS568, and ISO 3601 standards.
Step 1: Drawing Analysis & Design Validation
Mold Engineers (5-member team) conduct GD&T analysis per ASME Y14.5, verifying critical dimensions (ID, cross-section, groove design) against customer specifications.
Cross-reference with AS568 standard sizes for compatibility; for custom geometries, validate sealing performance using finite element analysis (FEA).
Material compatibility review: Assess operating environment (temperature, pressure, chemical exposure) to align with ASTM D2000 material classifications (e.g., Type 1 for general automotive, Type 5 for high-temp aerospace).
Critical tolerance checks:
ID tolerance: ±0.05 mm (per ISO 3601-1)
Cross-section tolerance: ±0.03 mm (for hydraulic applications)
Groove depth: ±0.02 mm (to prevent extrusion)
Step 2: Material Formulation & Compound Development
Our 2 Formula Engineers specialize in NBR, FKM, EPDM, and specialty elastomers (e.g., AFLAS® for TFE/P applications), optimizing compound formulations for:
Compression set (ASTM D395): ≤15% at 70°C for critical hydraulic systems; ≤25% at 150°C for AFLAS® (high-chemical-resistance applications).
Shore A hardness: Precise control within ±2 units (ASTM D2240) across 30–90 range.
Heat aging resistance: 70 hours at specified temperatures per ASTM D2000 Type requirements (e.g., Type 3: 150°C for transmission seals; Type 5: 200°C for aerospace).
| Material Type | Key Applications | ASTM D2000 Type | Heat Aging (70h) | Compression Set (70°C) |
|---|---|---|---|---|
| NBR | Automotive fuel systems | Type 1, Class A | 100°C | ≤25% |
| FKM | Hydraulic systems, high-temp | Type 3, Class A | 150°C | ≤20% |
| EPDM | Water/steam, HVAC | Type 2, Class B | 125°C | ≤30% |
| AFLAS® (TFE/P) | Sulfuric acid, extreme chemical exposure | Type 5, Class C | 200°C | 25–35% |
Step 3: Prototyping & Validation Testing
Process Engineers (3-member team) execute prototype runs using precision injection molding equipment with closed-loop temperature control (±1°C). Testing protocols include:
Tensile strength & elongation (ASTM D412): Minimum 10 MPa tensile strength for automotive seals.
Compression set validation: 24h at 70°C (ASTM D395 Method B), with results documented in traceable test reports.
Chemical resistance screening: Immersion in customer-specific media (e.g., ATF, diesel, hydraulic fluid) for 72h at 100°C.
Dimensional verification: 100% CMM inspection with ±0.01 mm tolerance (per ISO 2768-mK).
Example: For a high-pressure hydraulic O-ring (AS568-218), prototype validation confirmed 18% compression set at 150°C and 12 MPa burst pressure—exceeding OEM requirements.
Step 4: Mass Production & Quality Assurance
Mold maintenance: Weekly cavity inspections by Mold Engineers using laser scanning to detect wear (≤0.005 mm tolerance drift).
In-line QC: Real-time monitoring of vulcanization parameters (time, temperature, pressure) via PLC-controlled systems with SPC charts.
Final inspection: Batch testing for Shore hardness (±2 units), dimensional checks, and chemical resistance validation. Non-conforming lots rejected per ISO 9001:2015 protocols.
Traceability: Full material lot tracking (raw material certificates, batch records) for 10+ years.
5+2+3 Engineering Team Structure
| Team Role | Count | Core Responsibilities | Senior Engineer Experience |
|---|---|---|---|
| Mold Engineers | 5 | Precision mold design (CAD/CAM), GD&T validation, FEA analysis, tooling maintenance | 15+ years in high-precision rubber mold engineering for automotive/hydraulic systems |
| Formula Engineers | 2 | Polymer compound development, ASTM D2000 compliance, chemical resistance optimization | 15+ years in elastomer formulation for extreme-environment applications |
| Process Engineers | 3 | Production process optimization, in-line QC, FMEA implementation, defect prevention | 15+ years in rubber manufacturing process control for ISO/TS 16949-certified production |
All team leads hold certifications in ISO 9001, AS9100 (aerospace), and IATF 16949 (automotive). Our engineers collaborate across disciplines to ensure zero-defect production—verified through 99.98% first-pass yield rates in 2023.
Contact Our Engineering Team

Contact Suzhou Baoshida: Precision Sealing Solutions
Why Partner with Our Engineering Team?
Our proprietary 5+2+3 Engineering Team Structure ensures rigorous quality control across all critical aspects of custom O-ring manufacturing:
| Team Component | Count | Key Responsibilities |
|---|---|---|
| Mold Engineering | 5 | Precision tooling design, GD&T compliance (±0.02mm), mold lifecycle management |
| Formula Engineering | 2 | Material compound development, ASTM D2000 validation, chemical resistance testing (ASTM D471), Shore A hardness (30-90 per ASTM D2240) |
| Process Engineering | 3 | Molding parameter optimization, defect prevention protocols, ISO 9001 SPC monitoring |
This cross-functional collaboration guarantees:
Material Integrity: NBR/FKM/EPDM/AFLAS formulations validated for thermal stability (up to 450°F), compression set (ASTM D395), and fluid resistance
Dimensional Precision: AS568/ISO 3601 compliance with zero-gap sealing capability for hydraulic/pump systems
Process Reliability: Real-time traceability from raw material to finished product, reducing failure risk by 92% in automotive applications
Solve your sealing problems today.
Contact Mr. Boyce
Email: [email protected]
Phone: +8618955716798
⚖️ O-Ring Weight Calculator
Estimate the weight of rubber O-rings for material planning.